
Es ist einer der ältesten und gleichzeitig auch heute noch einer der beliebtesten Baustoffe der Welt: Holz. Die Experten des Schleifmittelherstellers Klingspor haben ihr Wissen aus über 125 Jahren zusammentragen und in einer Broschüre rund um die Holzbearbeitung zusammengefasst. Das Handbuch „Klingspor-Lösungen für das Holzhandwerk und die Möbelindustrie“ ist eine wertvolle Wissenssammlung rund um das Schleifen von Holz. Ob in der Holzindustrie, bei Herstellern von Türen oder Bodenbelägen, holzverarbeitenden Betrieben wie Schreinereien, Tischlereien oder Möbelbauern oder bei der Restaurierung von Möbeln und Treppen: Klingspor liefert für zahlreiche Branchen die passenden Produkte.
Stationäres Schleifen









Schleifen mit handgeführten Maschinen



Handschliff


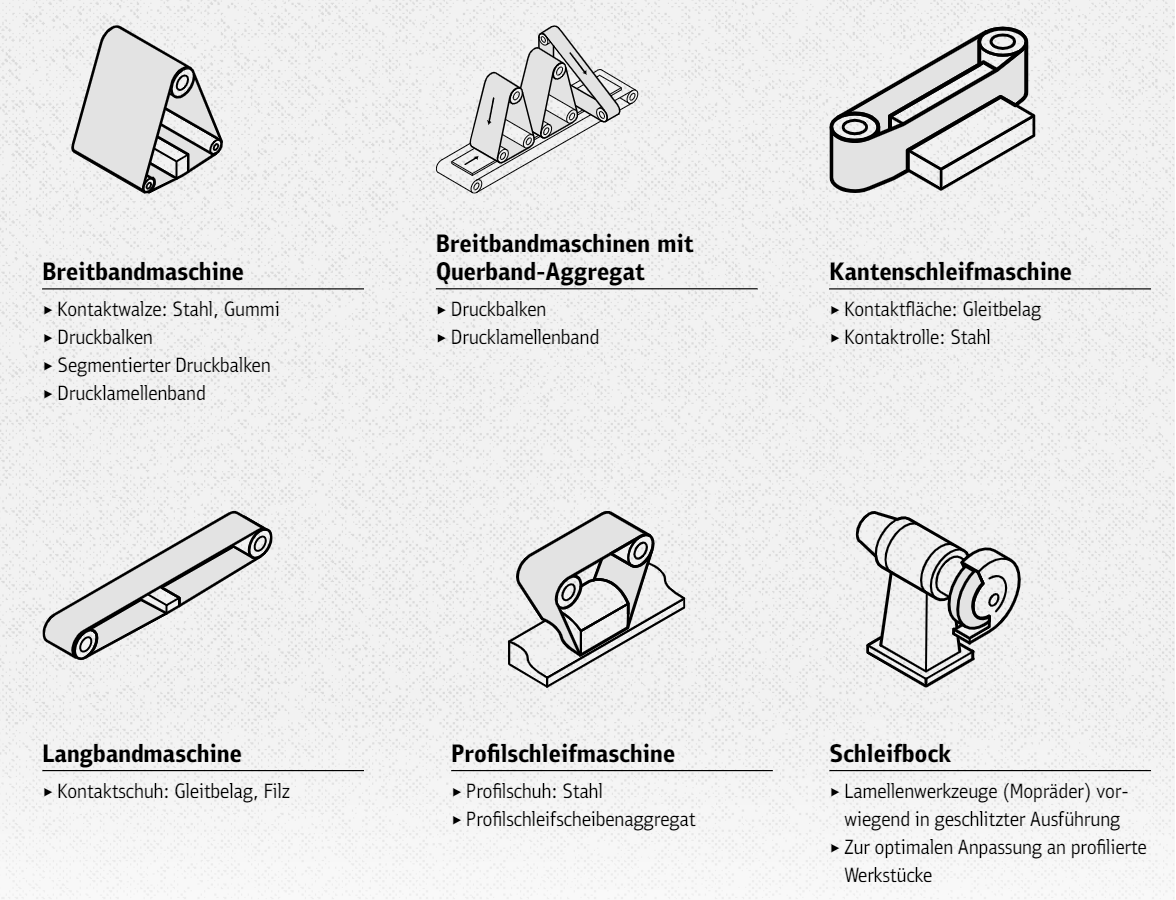
Übersicht der stationären Maschinen
Mit seinem umfassenden Produktprogramm bietet Klingspor für alle marktüblichen Maschinen- typen und jede gängige Anwendung das richtige Schleifwerkzeug.
Kornfolge und Kontaktelemente
Beim Bandschliff bestimmen, neben dem Schleifband selbst, zwei weitere Faktoren das Schleif- ergebnis: die Art des Kontaktelements und die gewählte Kornfolge. Beim Kontaktelement unterscheidet man zwischen Kontaktrollen und sogenannten Schleif- schuhen.
Schnittgeschwindigkeit
Als Schnittgeschwindigkeit wird beim Schleifen die Geschwindigkeit bezeichnet, mit der sich ein Werkzeug bewegt. Bei einer Bandschleifmaschine ist es die Umlaufgeschwindigkeit des Bandes.
Abschliff pro Einheit
Bei einer Maschine mit drei Bändern wird der Abschliff pro Einheit folgendermaßen aufgeteilt:
- Band 1: 60 %
- Band 2: 30 %
- Band 3: 10 %
Bei einer Maschine mit zwei Bändern wird der Abschliff pro Einheit folgendermaßen aufgeteilt:
- Band 1: 75 %
- Band 2: 25 %
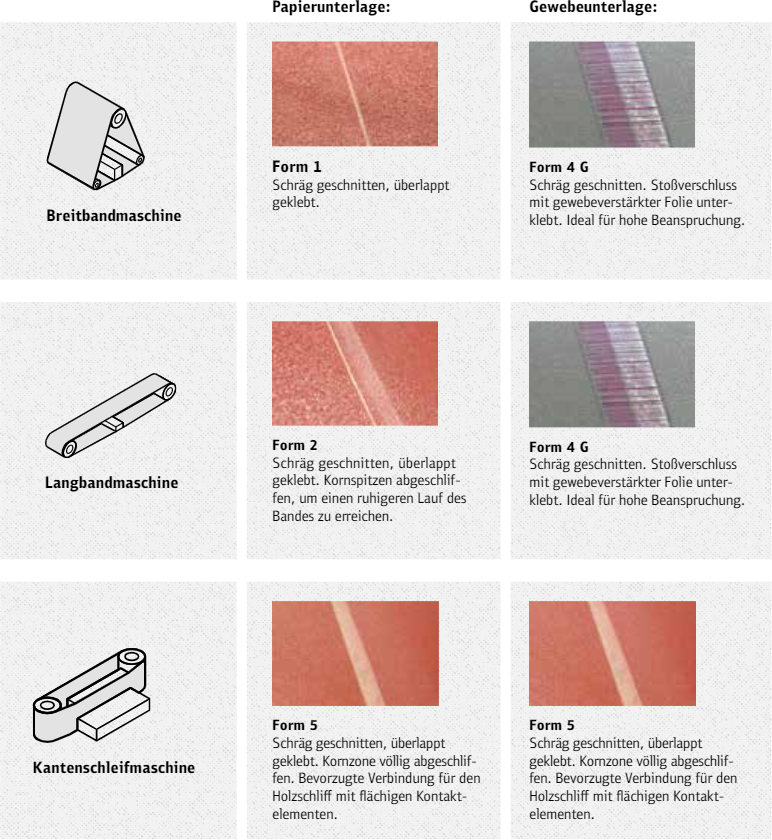
Bandverbindungen
Klingspor bietet Bänder mit unterschiedlichen Verschlussformen an. Welche Verschlussform Sie benötigen, ist vom Einsatz und der Maschine abhängig. Die unteren Abbildungen zeigen Ihnen die gebräuchlichsten Verschlussformen.
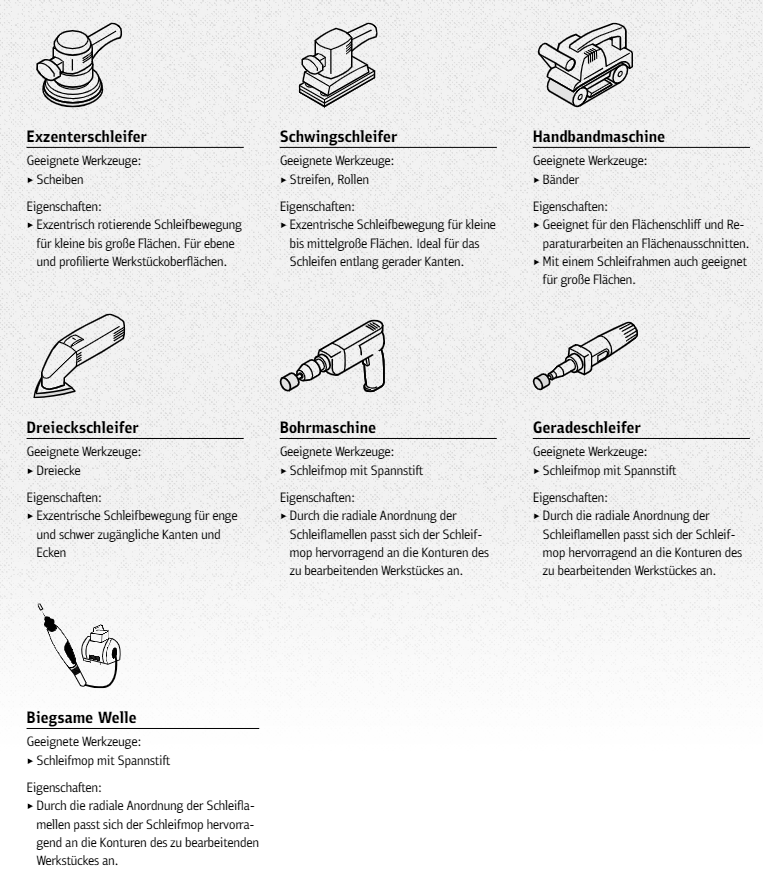
Handgeführte Maschinen
In erster Linie entscheiden Werkstückgeometrie, Abtragsvolumen und gewünschte Oberflächen- güte, welche Maschine zum Einsatz kommt. Auf den kommenden Seiten erfahren Sie, welche Oberflächengüte sich mit welchem handgeführten Schleifwerkzeug erzielen lässt.
Einflussfaktoren beim Schleifen mit handgeführten Maschinen
1. Schleifmaschine
Die Oberflächengüte bzw. die Rauheit der Oberfläche wird maßgeblich von der verwendeten Korngröße bestimmt. Je kleiner das Korn, um so feiner das Oberflächenbild und umgekehrt: Je größer das Schleifkorn, desto größer ist zwar der Abtrag und auch die Einwirktiefe des Korns, um so rauer ist i.d.R. aber auch die Oberfläche.
2. Ozillation
Am Beispiel des Exzenterschleifers lässt sich zeigen, dass der Aktionsradius des Schleiftellers maßgeblichen Einfluss auf Abtragsvolumen und Oberflächengüte nehmen. Generell gilt: Je „ausladender“ die Oszillation des Schleiftellers, desto höher der Abtrag, desto rauer aber auch die Oberflächengüte. Bei kleiner werdender Oszillation verhält es sich umgekehrt.
3. Exzenter-Stützteller HST 555
Der kletthaftende Stützteller verbindet velourbeschichtetes Schleifmittel mit der Maschine. Er ermöglicht die kontrollierte Verteilung des Anpressdrucks auf die Werkstückoberfläche durch unterschiedliche Stütztellerhärten. Dank Multihole-Lochbild ist er für alle gängigen Lochmuster geeignet.
4. Stanzformen
Durch eine optimale Abstimmung des Lochbildes vom Stützteller der Maschine zur Schleifscheibe und dem passenden Absaugsystem ist ein nahezu staubfreies Schleifen möglich. Welche Lochform Sie benötigen, ist von der eingesetzten Maschine abhängig. Klingspor bietet ein umfassendes Lagerprogramm der unterschiedlichsten Lochformen für Scheiben und Streifen an.
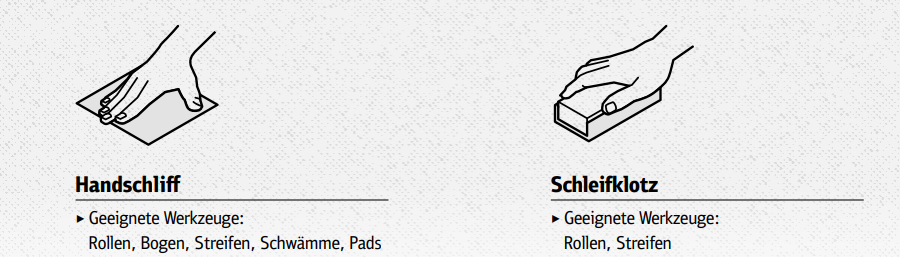
Handschliff
Handschliff bedeutet, dass das Schleifwerkzeug per Hand auf dem Werkstück geführt wird. Trotz modernster Technik ist der reine Handschliff, also ohne maschinelle Unterstützung, für einige Anwendungen immer noch unumgänglich. Durch die Verwendung eines Handklotzes lassen sich sowohl der Anpressdruck beim Schleifen, als auch die Prozessfläche vergrößern. Weitere handgeführte Werkzeuge für die Feinbearbeitung sind Schleifschwämme, Schleifklötze und Vliesbogen. Die Konfektionierung von Schleifmitteln für den Handschliff hängt von der entsprechenden Anwendung ab. Handschleifmittel gibt es als Rollen-, Bogen- und Blattware. Da beim Handschliff nicht die Reißfestigkeit, sondern eher die Flexibilität von Bedeutung ist, bestehen Unterlagen für Handschleifmittel überwiegend aus Papier und Baumwolle.
Druckverteilung beim Handschliff
Für den klassischen Handschliff ist der Schleifbogen ein optimales Schleifwerkzeug. Aufgrund flexibler Papier- oder Gewebeunterlage sind Schleifbögen sehr anpassungsfähig, speziell für das Schleifen von Konturen und gewölbten Oberflächen. Durch punktuell höheren Anpressdruck schleift man auch sehr aggressiv und kann dadurch schneller Fehlerstellen ausschleifen. Für das Schleifen größerer Flächen ist die zusätzliche Verwendung eines Handklotzes von Vorteil. Neben der Prozessfläche lässt sich mithilfe eines Handklotzes auch der Anpressdruck vergrößern. Für das (Fein-)Schleifen empfindlicher Oberflächen kommen Schleifschwämme zum Einsatz. Durch die druckverteilende Schaumstoffschicht wird ein gleichmäßiges und homogenes Schliffbild ohne Rillenbildung erzeugt. Auch wenn der Schleifschwamm gefaltet wird entstehen keine Knickstellen, sodass ein gleichmäßiges Schliffbild ohne Kratzer erzeugt werden kann.