




WEICON GL, mineralisch gefülltes Epoxidharz-System zur Verschleißschutzbeschichtung, schnelle Aushärtung, 200 g
-13 %
UVP 73,19 €
63,49 €
0,00 € / 1kg
inkl. MwSt.Dieser Artikel ist aktuell nicht lieferbar.
Hersteller & Informationen
- H302 Gesundheitsschädlich bei Verschlucken.
- H312 Gesundheitsschädlich bei Hautkontakt.
- H314 Verursacht schwere Verätzungen der Haut und schwere Augenschäden.
- H315 Verursacht Hautreizungen.
- H317 Kann allergische Hautreaktionen verursachen.
- H341 Kann vermutlich genetische Defekte verursachen.
Wichtige Warnhinweise


Kunden interessiert auch
Produktbeschreibung
Gefahr!
H-Sätze
- H302 Gesundheitsschädlich bei Verschlucken.
- H312 Gesundheitsschädlich bei Hautkontakt.
- H314 Verursacht schwere Verätzungen der Haut und schwere Augenschäden.
- H315 Verursacht Hautreizungen.
- H317 Kann allergische Hautreaktionen verursachen.
- H341 Kann vermutlich genetische Defekte verursachen.
- H360F Kann die Fruchtbarkeit beeinträchtigen.
- H411 Giftig für Wasserorganismen, mit langfristiger Wirkung.
- H412 Schädlich für Wasserorganismen, mit langfristiger Wirkung.
Vor Gebrauch Warnhinweise im Gefahrenfeld auf der Verpackung lesen.
------------------------------
Eigenschaften:
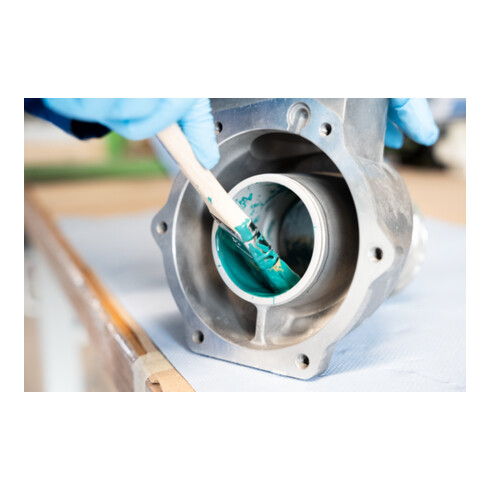
- Das Epoxidharz-System WEICON GL besitzt eine hohe Abriebfestigkeit und dient als Verschleißschutz für stark beanspruchte Oberflächen
- Es ist fließfähig, besitzt eine hohe Haftkraft, ist mineralisch gefüllt und chemikalienbeständig
- Es eignet sich besonders zum Auskleiden stark beanspruchter Pumpengehäuse, als Verschleißschutz für Gleitlager, Rutschen, Trichter und Rohre und zur Reparatur von Gussteilen, Ventilen und Gebläseflügeln
- Das Produkt kann im Maschinen- und Anlagenbau, im Apparatebau sowie in vielen weiteren Bereichen der Industrie zum Einsatz kommen
- WEICON GL eignet sich in Kombination mit einem der anderen WEICON Plastik-Stahl Typen für einen Systemaufbau als Oberflächenfinish zur visuellen Kontrolle
- Sprühbar
- Mineralisch gefüllt
- Kurze Verarbeitungszeit
- Extrem verschleißfest
- Bis +180 °C (356 °F) temperaturbeständig
Lagerung:
- WEICON GL sollte bei Raumtemperatur trocken lagern
- Ungeöffnete Gebinde können bei Temperaturen von +18°C bis +28°C mindestens 24 Monate nach Lieferdatum gelagert werden
- Geöffnete Gebinde müssen innerhalb von 6 Monaten verbraucht werden
Oberflächenvorbehandlung:
- Die erfolgreiche Verarbeitung von WEICON GL hängt von der sorgfältigen Vorbereitung der Oberflächen ab
- Denn dies ist der wichtigste Faktor für den Gesamterfolg
- Staub, Schmutz, Öl, Schmiere, Rost und Feuchtigkeit oder Nässe haben einen negativen Einfluss auf die Haftung
- Vor der Verarbeitung von WEICON GL müssen daher folgende Punkte beachtet werden: Die Oberflächen müssen frei von jeglichem Öl, Fett, Schmutz, Rost, Oxiden, Farben und sonstigen Fremdkörpern bzw. Rückständen sein
- Zum Reinigen und Entfetten empfehlen wir WEICON Sprühreiniger S
- Glatte sowie besonders stark verschmutze Oberflächen sind zusätzlich durch mechanische Oberflächenvorbehandlungen, wie z. B. durch Schleifen oder vorzugsweise durch Strahlen, zu bearbeiten
- Bei einer Bearbeitung durch Strahlen, sollte die Oberfläche möglichst auf einen Reinheitsgrad von SA 2 ½ - 'Near White Blast Cleaning' (gemäß ISO 8501/1-2, NACE, SSPC, SIS) gebracht werden
- Um einen optimalen Rauheitsgrad der Oberfläche von 75 - 100 μm zur erreichen, sollten kantige Einwegstrahlmittel (Aluminiumoxid, Korund) verwendet werden
- Durch die Verwendung von Mehrwegstrahlmittel (Schlacke, Glas, Quarz) aber auch durch Eisstrahlen wird die Oberflächenqualität negativ beeinflusst
- Die Luft zum Strahlen muss trocken und ölfrei sein
- Metallteile, die mit Meerwasser oder anderen Salzlösungen in Kontakt gekommen sind, sollten zunächst mit VE-Wasser intensiv gespült und nach Möglichkeit über Nacht ruhen gelassen werden, damit alle Salze aus dem Metall herausgelöst werden können
- Vor jeder Anwendung von WEICON GL sollte eine Prüfung auf lösliche Salze nach dem Bresle-Verfahren (DIN EN ISO 8502-6) durchgeführt werden
- Die maximale Menge der auf dem Substrat verbliebenen löslichen Salze sollte nicht mehr als 40 mg/m² betragen
- Ein Erhitzen und wiederholtes Strahlen der Oberfläche kann erforderlich sein, um alle löslichen Salze und Feuchtigkeit zu entfernen
- Nach jeder mechanischen Vorbehandlung sollte die Oberfläche nochmals mit WEICON Sprühreiniger S gereinigt und bis zum Auftrag der Beschichtung vor weiteren Verunreinigungen geschützt werden
- Stellen, an denen keine Haftung auf dem Untergrund gewünscht wird, müssen mit silikonfreiem Formentrennmittel behandelt werden
- Für glatte Oberflächen empfehlen wir WEICON Formentrennmittel Flüssig F 1000 oder für poröse Oberflächen WEICON Formentrennmittel Wachs P 500 verwenden
- Nach der Oberflächenvorbehandlung sollte möglichst zeitnah (innerhalb einer Stunde) mit dem Auftrag von WEICON GL begonnen werden, um Oxidation, Blitzrost oder erneute Verschmutzung zu vermeiden
Lieferumfang:
- Verarbeitungsspachtel
- Gebrauchsanweisung
- Handschuhe
- Harz und Härter
EAN/GTIN: 4024596079284