Sortieren
Kategorien
Marke
Preis (€)
Lieferung
Durchmesser (mm)
Länge (mm)
Arbeitslänge (mm)
Oberfläche
Hergestellt aus
Material (Anwendung)
Betriebsdruck (bar)
Leerlaufdrehzahl (U/min)
Bohrdurchmesser (mm)



















Schweißpunktbohrer für das präzise Trennen von Karosserieblechen
Ein Schweißpunktbohrer ist ein unverzichtbares Spezialwerkzeug im Karosseriebau und in der metallverarbeitenden Industrie. Seine Hauptaufgabe besteht darin, Schweißpunkte, die zwei oder mehr Bleche miteinander verbinden, sauber und effizient zu durchtrennen, ohne das darunterliegende Material zu beschädigen. Anders als ein herkömmlicher Metallbohrer verfügt er über eine spezielle Spitzengeometrie, die ein Verrutschen verhindert und nur den Schweißpunkt selbst abträgt.
Bei Contorion findest du eine professionelle Auswahl an Werkzeugen, die genau auf diese anspruchsvolle Aufgabe zugeschnitten sind. Von einzelnen Bohrern bis hin zu kompletten Sets wie dem RUKO Schweißpunktfräsersatz bieten wir dir die passende Ausrüstung für deine Werkstatt. Die präzise Fertigung dieser Werkzeuge garantiert saubere Ergebnisse und eine hohe Standzeit, was im professionellen Alltag entscheidend ist.
Grundmaterialien und Beschichtungen: Der Schlüssel zur Langlebigkeit
Die Leistungsfähigkeit eines Schweißpunktbohrers hängt maßgeblich von seinem Grundmaterial und einer eventuellen Beschichtung ab. Die gängigsten Materialien sind Schnellarbeitsstähle (HSS), oft mit einer Kobaltlegierung (HSSE-Co), die für eine erhöhte Wärmebeständigkeit und Verschleißfestigkeit sorgt. Modelle wie der KS Tools HSSE Schweißpunkt-Bohrer sind für ihre Robustheit bei der Bearbeitung von hochfesten Karosseriestählen bekannt.
Für noch anspruchsvollere Anwendungen kommen Beschichtungen zum Einsatz, die die Standzeit weiter erhöhen und die Reibung reduzieren:
- TiN (Titannitrid): Eine goldfarbene Standardbeschichtung, die die Härte der Oberfläche erhöht und den Verschleiß mindert. Der KS Tools HSSE-TiN Bohrer ist ein klassisches Beispiel hierfür.
- TiCN (Titancarbonitrid): Diese Beschichtung ist härter als TiN und bietet eine noch bessere Verschleißfestigkeit, ideal für zähe Materialien. Produkte wie der Ruko Spotle Drill HSS-Co TiCN sind für solche Einsätze optimiert.
- AlTiN (Aluminiumtitannitrid): Diese Hochleistungsbeschichtung zeichnet sich durch eine extreme Härte und Hitzebeständigkeit aus. Sie eignet sich hervorragend für die Trockenbearbeitung bei hohen Schnittgeschwindigkeiten. Der Ruko Fast Cut Hartmetall AlTiN ist für maximale Performance ausgelegt.
Bauformen: Bohrer versus Fräser
Obwohl die Begriffe oft synonym verwendet werden, gibt es feine Unterschiede zwischen einem klassischen Schweißpunktbohrer und einem Schweißpunktfräser. Ein Bohrer, wie der RUKO HSSE Co 5 in langer Ausführung, verfügt über eine Zentrierspitze, die ein präzises Ansetzen auf dem Schweißpunkt ermöglicht. Er bohrt ein Loch durch die obere Blechschicht und trennt so die Verbindung.
Ein Schweißpunktfräser, wie der HAZET 1967, arbeitet hingegen eher wie eine kleine Hohlfräse. Er schneidet ringförmig um den Schweißpunkt herum und löst ihn heraus, ohne das untere Blech zu durchbohren. Dies ist besonders vorteilhaft, wenn das Trägerblech unversehrt bleiben muss. Oft werden Fräser in Sets angeboten, die verschiedene Größen und Ersatzteile wie den RUKO Zentrierstift enthalten, um eine hohe Flexibilität zu gewährleisten.
| Produkt | Grundmaterial | Beschichtung | Durchmesser | Besonderheiten |
|---|---|---|---|---|
| Ruko Schweißpunktbohrer Fast Cut HSSE-Co 5 TiCN | HSSE-Co 5 | TiCN | 8,0 mm | Spezielle Spitzengeometrie für schnellen Schnitt |
| HAZET Schweißpunkt-Fräser 1967 | HSS | Unbeschichtet | 9,7 mm | Fräs-Prinzip, schont das untere Blech |
| KS Tools HSSE-TiN Schweißpunkt-Bohrer, Ø 8mm, 10er Pack | HSSE | TiN | 8,0 mm | Gute Allround-Eigenschaften, im praktischen Vorratspack |
| Ruko Schweißpunktbohrer Fast Cut Hartmetall AlTiN | Hartmetall (TC) | AlTiN | 6,0 mm | Maximale Härte und Hitzebeständigkeit für härteste Stähle |
Anwendungstipps für optimale Ergebnisse
Um die maximale Lebensdauer deines Schweißpunktbohrers zu erreichen und saubere Ergebnisse zu erzielen, solltest du einige grundlegende Dinge beachten. Die Wahl der richtigen Drehzahl ist entscheidend. Eine zu hohe Drehzahl führt zu Überhitzung und schnellem Verschleiß, während eine zu niedrige Drehzahl die Schneidleistung beeinträchtigt. Als Faustregel gilt: Je härter das Material, desto geringer die Drehzahl. Für Karosseriebleche sind Drehzahlen zwischen 500 und 1.000 U/min oft ein guter Richtwert.
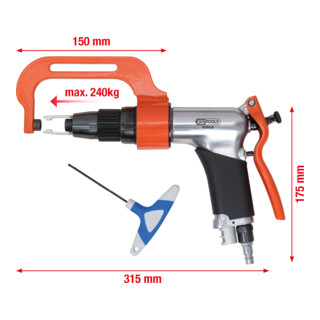
Die Verwendung von Schneidöl oder -paste ist ebenfalls sehr zu empfehlen. Es kühlt die Schneiden, reduziert die Reibung und hilft beim Abtransport der Späne. Ein gleichmäßiger, nicht zu hoher Anpressdruck sorgt dafür, dass der Bohrer schneidet und nicht nur reibt. Spezialwerkzeuge wie der KS Tools Druckluft-Schweißpunkt-Bohrmaschinen-Satz sind speziell für diese Aufgabe konzipiert und ermöglichen eine exzellente Kontrolle über Drehzahl und Druck.
Häufig gestellte Fragen (FAQ)
Was ist der Unterschied zwischen einem Schweißpunktbohrer und einem normalen Metallbohrer?
Ein Schweißpunktbohrer hat eine spezielle Spitzengeometrie mit einer Zentrierspitze, die ein Abrutschen auf dem gewölbten Schweißpunkt verhindert. Seine Schneiden sind so ausgelegt, dass sie nur das obere Blech durchtrennen, ohne das darunterliegende Material stark zu beschädigen. Ein normaler Metallbohrer würde auf dem Punkt wandern und unsaubere Löcher erzeugen.
Welche Drehzahl ist für einen Schweisspunktbohrer ideal?
Die optimale Drehzahl hängt vom Durchmesser des Bohrers und dem zu bearbeitenden Material ab. Für Standard-Karosseriebleche und Bohrer mit 6 bis 8 mm Durchmesser liegt ein guter Bereich bei 500 bis 1.000 U/min. Bei hochfesten Stählen sollte die Drehzahl eher am unteren Ende dieser Spanne liegen, um Überhitzung zu vermeiden.
Kann man einen Schweißpunktbohrer nachschärfen?
Ja, hochwertige Schweißpunktbohrer aus HSSE-Co können nachgeschärft werden. Dies erfordert jedoch eine spezielle Schleifvorrichtung, um die komplexe Spitzengeometrie exakt wiederherzustellen. Bei beschichteten Bohrern geht die schützende Schicht beim Nachschärfen an der Schneide verloren, was die Standzeit des nachgeschärften Werkzeugs reduziert.
Warum ist Kühlung beim Ausbohren von Schweißpunkten wichtig?
Kühlung durch Schneidöl oder -paste ist essenziell, um die Wärmeentwicklung zu reduzieren. Dies schont die Schneiden des Bohrers, erhöht dessen Standzeit erheblich und sorgt für ein sauberes Schnittbild. Zudem wird der Abtransport der Metallspäne verbessert, was ein Verklemmen des Bohrers verhindert.