Die wohl wichtigsten lösbaren Verbindungen im Handwerk sind Schraubverbindungen. Um eine Schraube in ein Werkstück zu treiben, ist ein Gewinde erforderlich. Mit Handgewindebohrern und Windeisen von STIER gelingt das präzise Schneiden von Innen- und Außengewinden.
Beim Schneiden und Nachschneiden von Gewinden per Hand benötigen Handwerker bruch- und verschleißbeständiges sowie präzises Werkzeug. Eine große Bandbreite an Gewindebohrern und Haltewerkzeugen für den Einsatz in Handwerk und Industrie bietet seit einigen Jahren STIER. Bei der Wahl des passenden Bohrers für dein Vorhaben gibt es eine Menge zu beachten. Wir nehmen das Schneiden von Innengewinde unter die Lupe und geben Tipps für ein erfolgreiches Gewindeschneiden von Hand.
So gelingt das Schneiden von Innengewinden
Die Wahl des richtigen Werkzeugs
Der Erfolg des Innengewindeschneidens hängt im Wesentlichen von der Wahl des richtigen Gewindebohrers ab. Um den passenden auszuwählen, solltest du dir zunächst Gedanken darüber machen, welche Merkmale das Gewinde haben soll. Im Handwerk wird zwischen folgenden Gewindearten unterschieden:
- Rechts- und linksdrehende Gewinde: Die allermeisten Schraubverbindungen entstehen durch rechtsdrehende (im Uhrzeigersinn) Schrauben, weshalb du in den meisten Fällen auch rechtsschneidende Gewindebohrer verwendest. Weniger häufig verlangen Schraubverbindungen linksdrehende Schrauben. Wir sehen sie zum Beispiel an Schleifscheiben und Kreissägeblättern.
- Gewinde in einem Durchgangs- oder Sackloch: Während ein Durchgangslochvollständig durch das Werkstück führt, endet das Sackloch im Werkstück. Beim Sackloch ist es wichtig, eine bestimmte Bohrtiefe einzuhalten und den Span beim Schneiden abzutransportieren.
- Unterscheidung nach ISO-Norm: Jedes Gewinde entspricht einer ISO-Norm. Sie definiert unter anderem den Durchmesser des Gewindes, die Steigung, das Gewindeprofil und den Flankenwinkel. Zu den gängigsten Normen gehören das metrische ISO-Regelgewinde (M) und das metrische ISO-Feingewinde (MF).

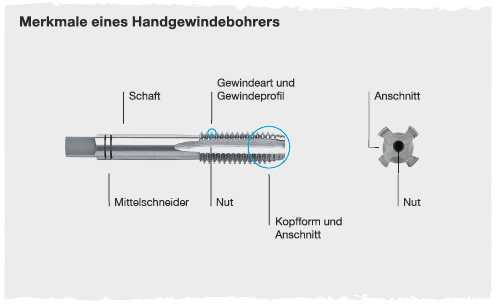
Du weißt nun, wie das Gewinde aussehen soll? Super! Um das gewünschte Gewinde zu schneiden, muss der eingesetzte Handgewindebohrer die entsprechenden Merkmale aufweisen. Jedes Merkmal – Gewindeart, Kopfform, Anschnitt, Gewindeprofil, Nut und Schaft – beeinflusst das Ergebnis. Exemplarisch verdeutlichen wir das an drei Merkmalen:
- Kopfform: Der Kopf des Bohrers ist entweder spitz oder flach. Mit einem flachen Kopf schneidest du Gewinde sowohl in Sack- als auch in Durchgangslöcher. Der spitze Kopf eignet sich hingegen ausschließlich für die Durchgangslochbohrung.
- Gewindeprofil: Das Gewindeprofil definiert sich durch die Zähne, die das Gewinde schneiden. Handgewindebohrer sind dreiteilig, das heißt, sie haben drei Zahnprofile: die sogenannten Vor-, Mittel- und Fertigschneider. Sie bearbeiten das Gewinde in drei Arbeitsschritten, wodurch der Kraftaufwand beim Schneiden von Hand minimiert wird.
- Nut: Durch die Nut führt der Bohrer den Span ab, der beim Schneiden entsteht. Es gibt gerade und spiralförmige Nuten. Die gerade Nut eignet sich für Durchgangslöcher, da der Span nach unten herausfallen kann. Sacklochbohrungen verlangen eine spiralförmige Nut, die den Span nach oben wegtransportiert.
Fehlerquellen erkennen und beseitigen
Um ein Innengewinde von Hand zu schneiden, benötigst du neben dem passenden Handgewindebohrer zudem einen Spiralbohrer, um das Kernloch zu bohren, einen Kegelsenker und ein Windeisen. Beim Ausführen der Tätigkeit solltest du außerdem eine Schutzbrille tragen und Schneidspray bereithalten.
Trotz bester Vorbereitung und hochwertigem Werkzeug kommt es bei solch Präzisionsarbeit immer wieder zu Fehlern. Doch wenn du ihre Ursachen kennst, lassen sie sich leicht vermeiden.
Häufige Fehler und ihre Ursachen:
Zu großes Gewinde:
- Anschnitt nicht zentriert
- Rundlauffehler der Spindel oder Werkzeugaufnahme
- Späne stauen in der Nut
- Fehlerhafte bzw. unzureichende Werkstückspannung
Geringe Standzeit:
- Schnittgeschwindigkeit zu hoch
- Falscher Spanwinkel
- Zusätzliche Oberflächenbehandlung erforderlich
- Schmierung unzureichend
Bruch des Gewindebohrers:
- Bohrung zu klein
- Gewindebohrer verschlissen
- Falscher Spanwinkel
- Anschnitt zu kurz oder zu lang (falscher Gewindebohrer)
- Schnittgeschwindigkeit zu hoch

Klick zum Contorion-Shop
 Klick zum Contorion-Shop
Klick zum Contorion-Shop




0 Kommentare